TR EN
Industrial
Hygienic


Instrumentation
Instrumentation / LET-LOK Tube Fittings / LET-LOK Product Information

LET-LOK® TUBE FITTINGS DESCRIPTION
| The HAM-LET GROUP has produced high quality tube and pipe fittings in various materials for high pressure applications since its establishment in 1950. As a result of tremendous efforts in research and development during the last five decades, HAM-LET has gained an excellent reputation as a leading manufacturer of high pressure instrumentation products. The LET-LOK® range of connectors has been developed to fill the rapidly increasing demand for tube fittings suitable for high pressure use in environments such as petrochemical, fluid, power, nuclear, electronic, as well as other major industrial settings. |  |
LET-LOK® HOW DOES IT WORK?The LET-LOK® tube fitting is a mechanism used both to seal and to grip tubing. The mechanical advantage and geometry of this kind of fitting produces a leak-tight assembly. To assemble, simply insert the tube into the complete assembly until the tube bottoms-out against the shoulder of the fitting body(1). The two ferrules are driven forward between the nut (4) and fitting body using the mechanical force created by rotating the nut clockwise. The back ferrule (3) is driven against the tapered rear of the front ferrule (2) and the front ferrule is driven by force into the tapered mouth of the body. The rear ferrule is swaged radially inwards on the tube while lifting the front ferrule out to form a full-faced seal on the tapered surface of the body. The 11/4 turn of the nut from the hand tight position assures consistent drive of the sealing members. This ensures an effective seal against high pressure as well as ultra high vacuum conditions. | 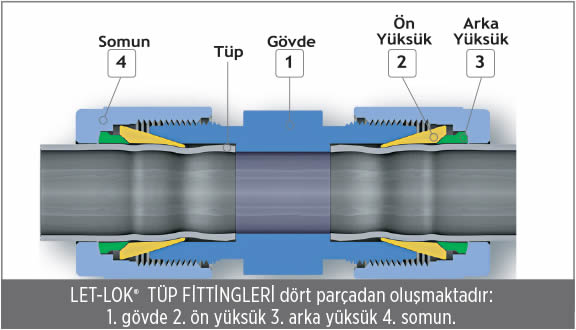 |
LET-LOK® FITTINGS INSTALLATION INSTRUCTIONS
LET-LOK® fittings are supplied, assembled and finger tight. Disassembly before use can allow the entry of dirt or other particles. |
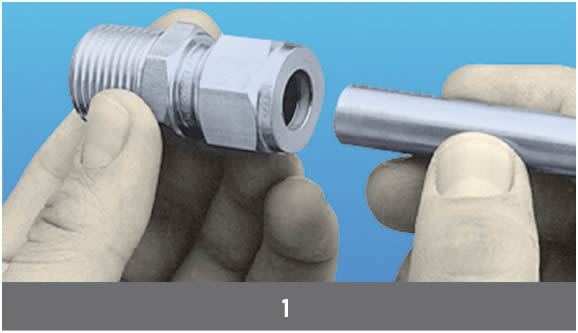 | 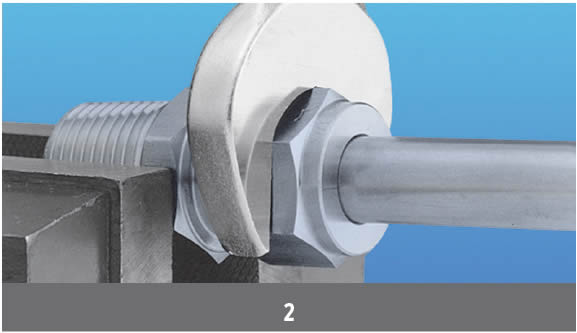 | 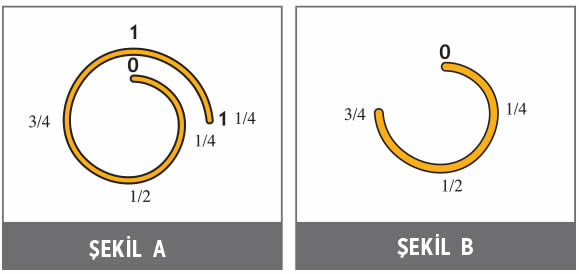 | ||
| 1. Insert the tubing into the LET-LOK® fitting. Check that the tube rests firmly on the fitting shoulder and that the nut is finger tight. At this point it is recommended that a scribe mark be drawn on the hex of the nut extending onto the fitting body. This mark will serve as an indicator for the starting point and proper pull-up. | 2. Tighten the nut. 1-1/4 turns of the nut are required for 1/4” (6 mm) and higher (see Fig. A). 3/4 turn of the nut is required for 3/16” (4 mm) and lower (see Fig. B). |
REASSEMBLY INSTRUCTIONS LET-LOK® connections may be disconnected and remade repeatedly, without the loss of the leaktight seal. nut in relation to the fitting body. 2. To reassemble, use a wrench to tighten the nut to the original position. 3. Tighten slightly with a wrench until a slight rise in torque is felt. | TUBE CUTTING Two differnet methods can be used to cut tubes 1. Tube Cutter 2. Hacksaw TUBE CUTTER To attain a leak free connection, the tubing must be cut squarely. A good quality tube cutter with an appropriate blade for tubing material is recommended. Do not try to reduce the time of cutting by taking deep cuts with each turn of the cutter. This will work harden the tube. The end of the tube must be deburred to avoid damage to the fitting and to ensure that the tube reaches the bottom of the fitting. HACKSAW CUTTING In order to cut the tube with a hacksaw and get square ends, the tube must be cut with guide blocks. This method of cutting necessitates deburring of the tube ends. Warning Do not hold the tube in a vise in the place where it will be inserted into the fitting (the vise will leave a mark on the tube that may cause leaks, and might cause ovality). | TUBE HANDLING Scratches on the tube might cause leaks. It is, therefore, important to handle the tube carefully to reduce the risk of leaks. SOME PRECAUTIONS TO BE TAKEN 1. Tubes must not be dragged on the floor. 2. Tubes must not be dragged out of a tubing rack, especially in cases of large O.D. tubes. Bakır Tüp Bir rulodan bakır tüp kullanılıyorsa, tüpün ucundan tutmalı ve rulo, tüp düz bir yüzey üzerinde olacak şekilde çıkarılmalıdır. |
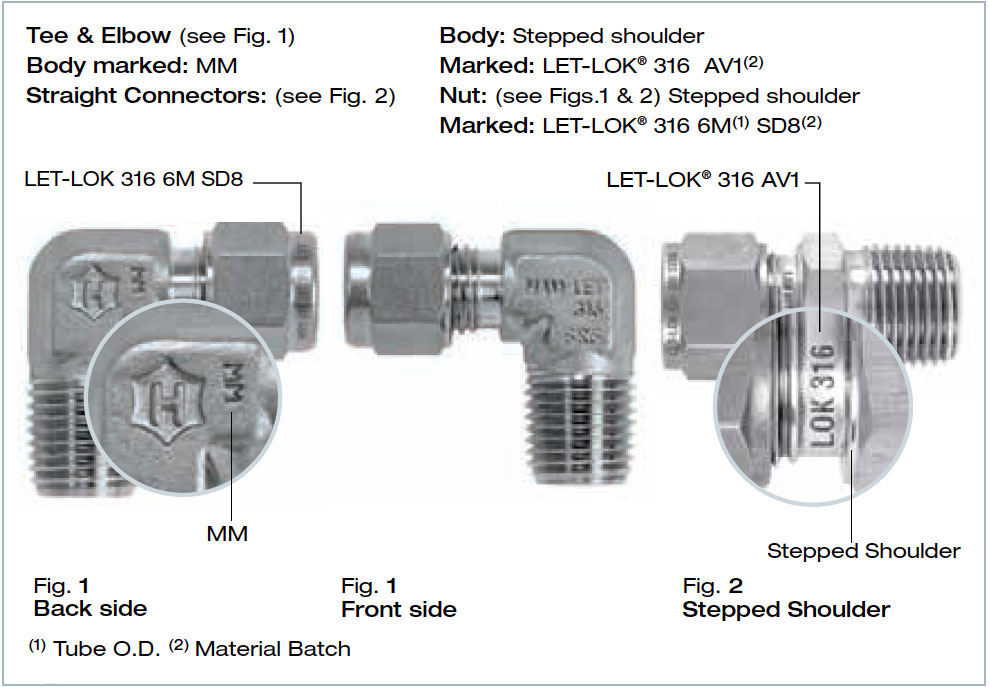
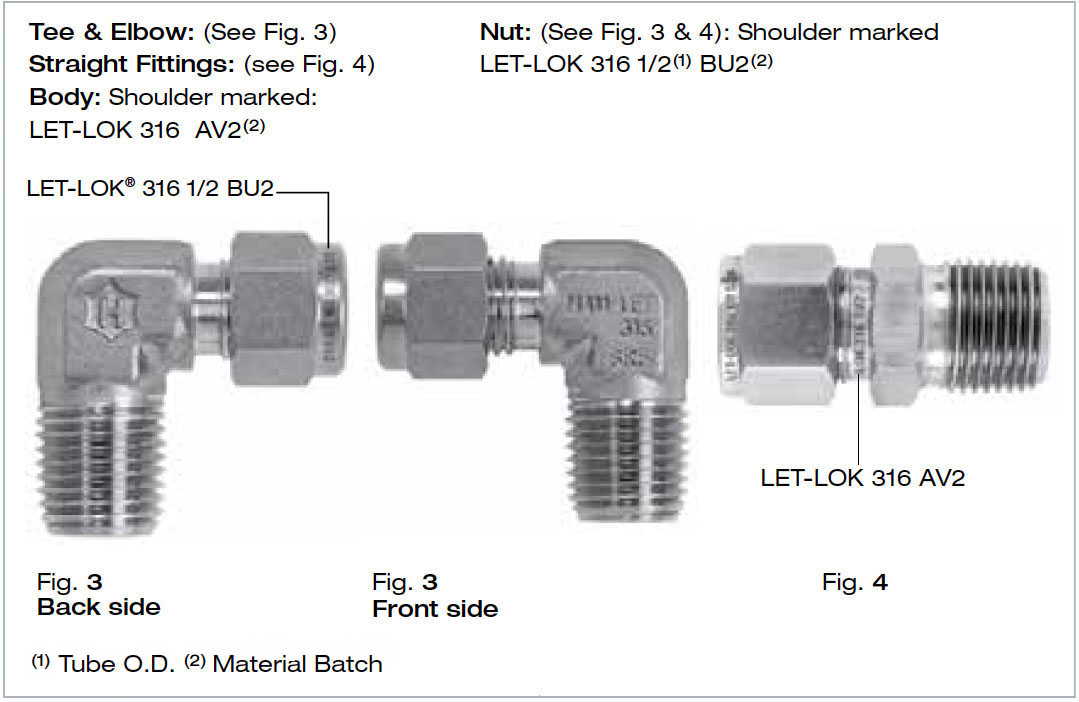
PHYSICAL DIFFERENCES AND MARKINGS
| LET-LOK® METRIC FITTINGS: | LET-LOK® INCH FITTINGS: |
 |  |
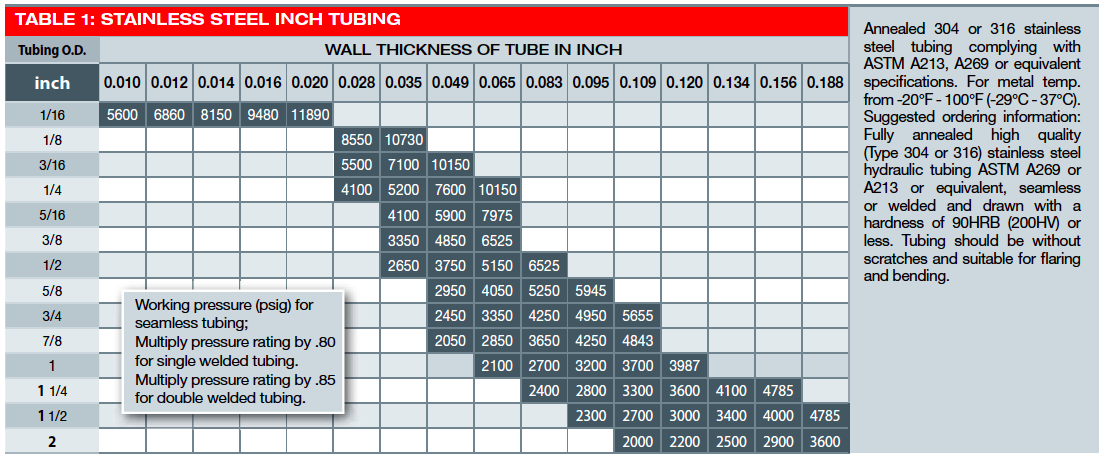
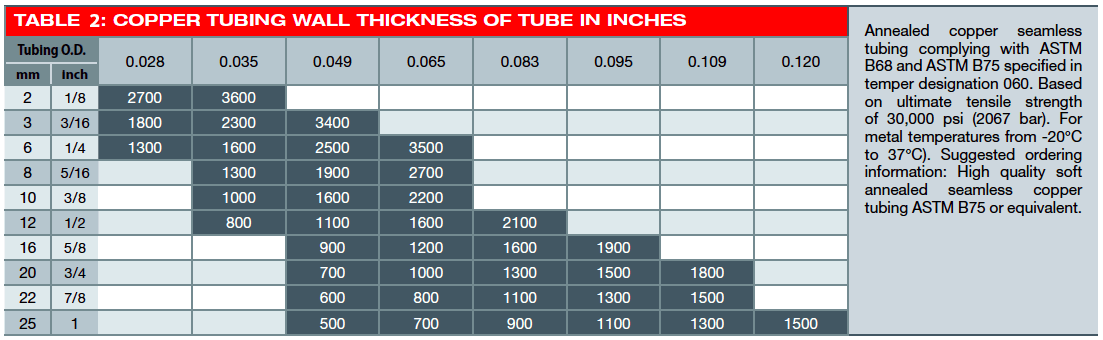
| HIGH SAFETY In applications where severe conditions and high pressure exist, we recommend the following installation procedures: 1. Check that the nut is finger tight.2. Insert the tube (up to the shoulder). 3. Rotate the nut with a wrench until the tube does not rotate freely. 4. Mark the position of the nut. 5. Rotate the nut 1-1/4 turns. This method ensures that even if the tube O.D. is at the minimum tolerance, the ferrules will be in contact with the tube for the full 1-1/4 rotation. | TUBING DATA FOR LET-LOK® FİTTİNGS In order to assure maximum fitting reliability and performance, great care should be given when selecting the tubing for each application. Four variables must be considered when ordering tube for use with LET-LOK® fittings: 1. Material 2. Tube wall thickness 3. Tube surface finish 4. Tube hardness Tubing should comply with standard ASTM A213 or ASTM A269, be seamless, and fully annealed. The tube must be free of scratches and suitable for bending and flaring. | TUBE O.D. TOLERANCES
|
    |